
UV curing science
Curing refers to chemical reactions that occur during polymerisation processes. Polymerisation processes involve bonding or crosslinking disconnected molecules and shorter polymer chains so that they form much longer, harder, and more rigid polymer chains. While many substances have polymeric structures, polymer chemistry and polymer engineering primarily focus on materials and processes involving plastics and rubbers.
You can use the buttons below to go directly to a particular section or, if you want to read one of our other articles on UV curing, then visit our Knowledge Centre.
If you have any questions regarding the terminology used here, you can visit our UV curing terminology article to learn more.
UV photopolymerisation, also known as radiation curing or simply UV curing, is a specific category of polymerisation in which ultraviolet energy drives crosslinking within UV formulated materials such as inks, coatings, adhesives, and extrusions. The technology has been successfully utilised for nearly three quarters of a century in diverse manufacturing processes spanning many different industries. This is because UV curing produces highly desirable material properties with high-speed, small footprint installations that instantly and efficiently transform materials that are wet-to-the-touch into solid structures that are dry-to-the-touch.
In many applications, UV formulations are made of all solids or high solids materials which do not contain liquid carriers. The solid particles are simply small enough and numerous enough to be applied to a wide range of surfaces as if they were liquids. While users and industry suppliers sometimes describe the rapid structural change of UV curing as drying, UV formulated inks, coatings, and adhesives are not dried. They are cured.
By contrast, conventional water and solvent borne formulations incorporate actual liquid carriers whose main purpose is to facilitate the application of the desired solids content to intended surfaces through various printing, spraying, coating, and dispensing methods. Once applied, the job of the carrier is finished, and it must be evaporated or dried using forced air or thermal dryers. Following evaporation, only the solid particles remain on the surface of the part, substrate, or construction. In the case of solvent carriers, regulations often require evaporated solvent vapers to be burned in after burners before being released to the environment.
For many water and solvent borne processes that do not use UV light for curing, long drying tunnels and energy consuming ovens must be integrated with production lines to actively drive evaporation. Unlike UV curing, drying processes do not result in molecular changes within the chemistry. They simply leave behind disconnected, residual solids that rest directly on the surface of non-porous materials such as plastic and metal or are slightly absorbed into porous structures such as wood and paper. Residual solids are often susceptible to scratching, marring, scuffing, chemical destruction, and weathering. In many cases, clear top coatings as well as other protective mechanisms such as film lamination must be used with water and solvent borne materials.
With UV curing, long polymer chains and incredibly strong molecular structures result in highly desirable physical, mechanical, and aesthetically pleasing properties that ultimately improve the overall appearance, quality, and performance of numerous everyday items. As a result, UV curing is widely used by manufacturers to produce vibrant ink colours; visual, tactile, and haptic special effects; incredibly strong destruct bonds; superior chemical resistance and weathering; and desirable surface qualities such as hardness, slip, and impact resistance. UV curing is environmentally friendly in that it eliminates energy consuming ovens and drying tunnels, volatile organic compounds (VOCs), and hazardous air pollutants (HAPs). Since UV curing processes propagate chemical crosslinking in fractions of a second, and because the reaction is complete at termination, post cure processing, converting, packing, assembling, filling, and shipping are all possible immediately following the final UV curing station.
Light science
The electromagnetic spectrum represents the continuous range of all light in the universe including light emitted from objects on earth as well as celestial bodies. Since light always radiates outward from an emitting source, it is often referred to as electromagnetic radiation or simply radiation. A graphical depiction of the electromagnetic spectrum is shown in the following illustration.
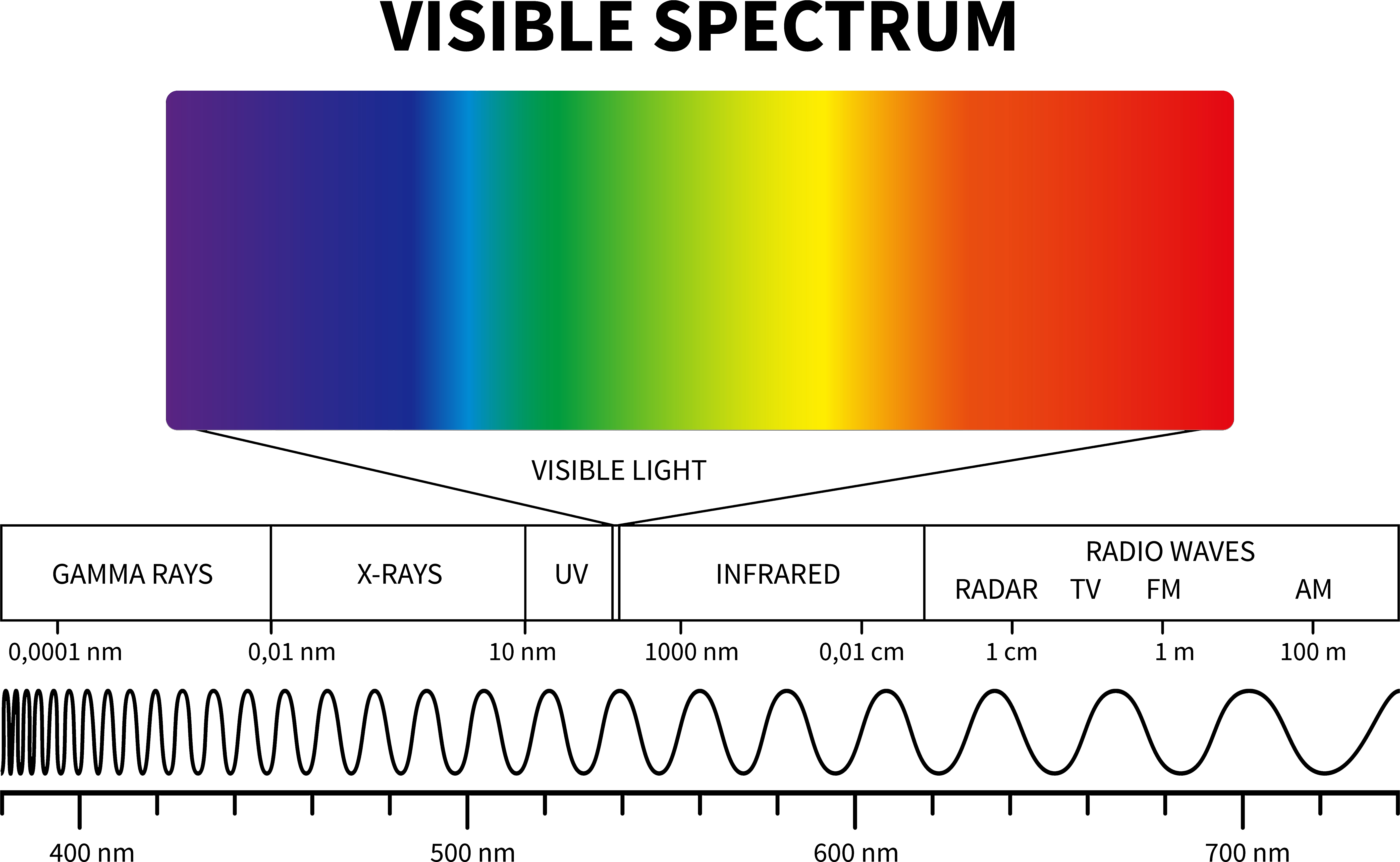
The electromagnetic spectrum is segmented into gamma rays, x-rays, ultraviolet, visible, infrared, and radio waves. The ultraviolet bandwidth is further divided into vacuum UV, UVC, UVB, UVA, and UVV. Radio waves are subdivided into radar, TV, FM, and AM with microwaves distinguished as a smaller subsegment of radar and more frequently as a distinct band between infrared and radio waves. Each slice on the spectrum is discretely quantified by wavelength, frequency, and photonic energy. Except for visible light, which produces colour when interacting with objects, all light within the spectrum is invisible.
The boundaries between the bands of light are not rigid, and there are no officially established wavelengths at which one ends and the other begins. As a result, different industries, organizations, standards, and measurement instrumentation reference slightly different ranges. For the purpose of UV curing, the following ranges are generally used.
- vacuum UV (100 – 200 nm) – portion of the electromagnetic spectrum between 100 and 200 nm. Vacuum UV wavelengths are so named because they travel well in a vacuum and do not travel through air. Vacuum UV emitted from curing systems is only effective in photopolymerisation processes when UV systems and curing surfaces are operated in nitrogen inerted environments. Depending on the oxygen concentration of the inerted environment, it is possible for vacuum UV to generate ozone.
- UVC (200 – 280 nm) – portion of the electromagnetic spectrum between 200 and 280 nm. UVC is commonly referred to as short UV or germicidal UV and is invisible to the human eye. Ozone is generally produced at UVC wavelengths of 240 nm and less. UVC wavelengths are absorbed at the surface of UV chemistry and drive surface cure.
- UVB (280 – 315 nm) – portion of the electromagnetic spectrum between 280 and 315 nm. UVB is invisible to the human eye. UVB wavelengths penetrate deeper into the chemistry than UVC but not as far as UVA and UVV.
- UVA (315 – 400 nm) – portion of the electromagnetic spectrum between 315 and 400 nm. UVA represents the largest portion of UV energy and is commonly referred to as long UV. UVA is at the lower limit of what the human eye sees as colour. UVA wavelengths penetrate deep into UV chemistry.
- UVV (400 – 450 nm) – portion of the electromagnetic spectrum between 400 and 450 nm. The V stands for visible since these wavelengths are perceived as colour by the human eye and overlap a small portion of the visible spectrum. UVV wavelengths penetrate deep into UV chemistry.
- ultraviolet (100 – 450 nm) – portion of the electromagnetic spectrum between 100 and 450 nm. The boundary between UV and visible wavelengths is not precisely defined and is generally regarded as lying somewhere between 400 and 450 nm. UV wavelengths are just beyond what the human eye sees as the colour violet.
- visible (400 – 700 nm) – portion of the electromagnetic spectrum between 400 and 700 nm. Visible light contains all the shades of colour, and different colours are generated by different wavelengths or combinations of wavelengths reflecting off objects. The visible spectrum is often represented by a rainbow.
- infrared (700 nm – 0.1 mm) – portion of the electromagnetic spectrum between 700 nm and 0.1 mm. Infrared wavelengths are just beyond what the human eye sees as the colour red. Some infrared wavelengths emit heat while others do not. Infrared wavelengths are the dominant factor in heat radiated from electrode and microwave UV curing systems. Quasi-monochromatic UV LED curing systems do not emit infrared.
- microwave (0.1 mm – 10 cm) – a narrow band between 0.1 mm and 10 cm located at the edge of radar and the much broader radio wave portion of the electromagnetic spectrum. Microwaves can be harnessed to energize a specific type of UV curing lamp used in electrodeless or microwave curing systems.
While conventional broadband UV sources such as microwave and electrode arc lamps emit UVA, UVB, UVC, and UVV as well as visible and infrared, commercially available LED curing sources emit relatively narrow bands of UVA closer to the visible (365, 385, 395, and 405 nm). As a result, conventionally formulated broad-spectrum UV chemistry generally does not cure well with UV LEDs and must be reformulated to cure with only longer UVA and UVV wavelengths. Fortunately, ink, coating, and adhesive companies are increasingly designing UV LED chemistry such that a single formulation can be cured with both LED and conventional lamps. Over the coming years, more and more formulations will shift to this dual cure capability and drive the industry’s gradual but inevitable shift toward UV LED curing.
Wavelength, Frequency, and Photonic Energy
Each slice of the electromagnetic spectrum is discretely quantified by wavelength, frequency, and photonic energy. Wavelength is a measurement of distance between corresponding points on a periodic wave of light. It is typically denoted with the Greek letter lambda (l). Frequency is the rate at which a specific wavelength occurs. It is measured in cycles per second or Hertz (Hz) and is typically represented by the letters (f) or (v). Frequency and wavelength are related by the speed of light where frequency is the speed of light divided by wavelength. As wavelengths get longer, frequency decreases. Conversely, as wavelengths get shorter, frequency increases.
Both frequency and wavelength can be used to calculate the energy of all electromagnetic radiation in the spectrum. This is accomplished using either of the following two equivalent formulas known as the Planck-Einstein Relationship:
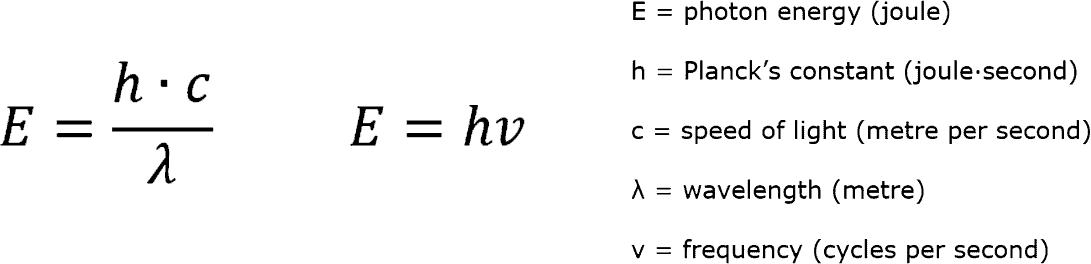
According to the Planck-Einstein Relationship, shorter wavelengths such as UVC have more energy than longer wavelengths such as UVA. By extension, all wavelengths in the ultraviolet band have considerably more energy than visible, infrared, microwaves, and radio waves while having less energy than x-rays and gamma rays.
Irradiance (W/cm2)
Irradiance is the radiant power arriving at a surface per unit area. It is expressed in watts or milliwatts per square centimetre (W/cm2 or mW/cm2). Other commonly used terms for irradiance include power density and watt density. Though technically incorrect, irradiance is widely referred to as intensity, and whenever intensity is used, it is generally understood to mean irradiance. Irradiance is typically measured and reported as the highest peak value across a wide range of ultraviolet wavelengths or as peak values within each of the narrower segments of UVC, UVB, UVA, and UVV. Irradiance should always be referenced to the radiometer used for measurement as well as the location of the radiometer with respect to the UV source.
For a defined distance between a cure surface and a UV curing system, irradiance is fixed for each lamp power setting and is independent of production line speed or exposure time. In other words, irradiance at the cure surface increases with increases in lamp power and decreases with decreases in lamp power. The value of that irradiance remains constant at the cure surface regardless of line speed provided the lamp power setting and distance do not change.
For flat glass UV LED curing systems and mercury vapour lamps with flood profiles, irradiance is affected by the distance between each point on the cure surface and the lamphead. In both cases, greater distances result in lower irradiances at the cure surface. This is because rays of radiated light spread out or diverge from one another as they travel further from the emitting source. This decreases the concentration of light and reduces the irradiance. In the case of focused mercury vapour lamps, the irradiance is greatest at the focal length and decreases as the cure surface is moved inside of or outside of the focal length. The purpose of a focused mercury vapour lamp is to concentrate most of the radiated UV energy to a narrow band in order to increase the absolute magnitude of the irradiance.
In production situations, most curing surfaces are exposed to dynamic irradiance. A dynamic irradiance occurs as a lamphead passes over a cure surface without pausing or as a cure surface passes underneath a lamphead without pausing. As point locations on the cure surface approach, oppose, and move away from a UV source, the corresponding peak irradiance incident at each location and at each moment in time varies.
A dynamic irradiance profile can assume many shapes, but it generally exists as the bell curve shown in the following graphical illustration. In the graph, each point on the irradiance profile captures the peak irradiance at each point in time with the top of the bell curve illustrating the moment when the cure surface passes through the focal area of a mercury vapour lamp or through the center of a UV LED lamp. Sources with a greater peak irradiance have a taller profile peak. Sources with a lower peak irradiance have a shorter profile peak. The width of the profile is driven by the width of the UV lamphead as well as the process line speed or exposure time.

Energy Density (J/cm2)
Energy density is the total radiant energy arriving at a surface per unit area and is expressed in J/cm2 or mJ/cm2. Energy density is the integration of irradiance (W/cm2 or mW/cm2) over exposure time. This is represented by the area under the irradiance profile as shown in the previous image. The exposure time, and consequently the energy density or area under the curve, is increased by slowing the line speed, increasing the dwell time, adding additional curing sources, or using wider heads in the case of UV LEDs. Graphically, these actions spread the width of the bell-shaped curve over a greater time period, flatten the peak, or create several distinct peaks when multiple lampheads are used in series.
For a given curing application, once the correct spectral output and minimum threshold irradiance are delivered to the cure surface, the most critical factor affecting the rate and degree of cure is the energy density. While irradiance is the rate of energy transfer or power, energy density is the total delivered energy. UV curing sources that provide greater energy density enable cure at faster line speeds than curing systems with lower energy densities.
Though technically incorrect, energy density is commonly referred to as dose, and whenever dose is used, it is generally understood to mean energy density. For clarity, energy density is delivered energy while dose is absorbed energy. Absorbed energy is extremely difficult to quantify in practice; whereas, energy density can be approximated using UV radiometers and energy density test strips. It is always important to note the meter and line speed when reporting energy density values obtained through radiometers.
UV curing chemistry and photopolymerisation
The chemical reactions of UV curing rely on photoinitiators dispersed within specially formulated inks, coatings, adhesives, and extrusions. When photoinitiators are exposed to wavelengths of light between 100 and 450 nm, they absorb UV energy and produce either free radical or cationic species. The excited species drive reactions through initiation, propagation, and termination which rapidly changes the molecular structure of the raw material components. UV curing applications predominantly use free radical curing mechanisms with cationic applications constituting only a few percent of all UV curable chemistry.
Free radical curing generates free radicals which drive crosslinking reactions. Continuous and direct line-of-sight UV exposure is required to initiate and propagate free radical cure. Reactions quickly terminate in a fraction of a second and result in new material forms with desirable properties. Free radical chemistry can be susceptible to oxygen particularly at the cure surface. Oxygen molecules rob the curing process of free radicals and/or decrease the strength of free radicals. Increasing lamp irradiance, curing in a nitrogen environment, and altering chemistry are tools widely used to counter oxygen inhibition.
An alternative and lesser used curing mechanism is cationic curing. This reaction generates cations that drive crosslinking. In cationic curing, UV exposure is required to initiate cure, but propagation proceeds without continuous or total direct line-of sight UV exposure. Depending on the chemistry and application, cationic curing processes propagate over minutes, hours, or even days before fully terminating. Cationic chemistry is sensitive to moisture and temperature both of which can interfere with crosslinking. As a result, ambient environmental conditions should be monitored and controlled whenever using cationic chemistry.
UV curable formulations, whether free radical or cationic, are formulated from commercially available materials. While the selection is rather diverse, most raw materials are grouped according to the following types.
- photoinitiators – molecules which absorb ultraviolet energy over a defined range of wavelengths and drive photopolymeric reactions through the creation of free radicals or cations. Photoinitiators represent 0.5 to 15% of the total UV formulation by weight.
- monomers – types of resin molecules of relatively low molecular weight and simple structure capable of bonding with themselves or other similar molecules to form UV crosslinked polymers. Monomers are reactive diluents used to adjust overall viscosity and influence cured material properties. Monomers can be up to 50% of the total formulation weight and, on rare occasions, can be replaced in portion or entirely by water or solvent.
- oligomers – types of resin molecule of relatively low molecular weight and simple structure capable of bonding with themselves or other similar molecules to form UV crosslinked polymers. Oligomers build the backbone of crosslinked materials, influence many of the cured material’s properties, and compose anywhere between 50 and 80% of the formulation by weight.
- additives – all other components added to tweak the mixture’s properties prior to cure as well as the polymer’s properties following cure. Additives include flow modifiers, defoamers, dispersants, and light stabilizers among others. Additives, along with pigments, represent the smallest portion of the overall UV mixture.
- pigments – specific types of additives that give formulations colour.
Photoinitiators, monomers, oligomers, additives, and sometimes pigments are blended by chemists to form UV curable inks, coatings, adhesives, and extrusions. Free radical or cationic species are produced within the chemistry when exposed to an optimum UV wavelength (nm) and irradiance (W/cm2) combination. Photopolymerisation happens very quickly with processing times occurring in fractions of a second. The exact time and the mixture’s ability to suitably crosslink depend on the blend of raw materials; the emitting source’s wavelengths (nm), irradiance (W/cm2), and energy density (J/cm2); the application; the production line set-up; and the use of free-radical or cationic curing mechanisms. The following illustration shows an uncured UV formulation and the crosslinking that results when the formulation is exposed to a suitable source of UV energy.

The liquid-like nature of UV formulations enables the materials to be extruded as well as sprayed, jetted, dispensed, rolled, dipped, printed, sputtered, vacuumed, or flooded onto a wide range of surfaces and materials. Once applied, exposure to ultraviolet energy is all that is necessary to induce a propagating and crosslinking reaction that efficiently and effectively bonds the molecules into solid homogenous structures.
Process of UV curing
Crosslinking reactions that occur during UV curing are but one step in a sequence of many inter-related manufacturing processes that occur prior to as well as following cure. All steps should be identified, factored into the process, evaluated for impact on one another, and then maintained in order to consistently produce products that meet both quality and end-use performance requirements.
Process steps related to UV curing often include:
- evaluation of the cure surface – The shape, structure, material type, material quality, surface energy, and cleanliness of the cure surface are important. These aspects determine whether pretreatment is necessary; the appropriate ink, coating, or adhesive formulation; the material handling; and the necessary orientation of the UV lamphead. Surfaces should be evaluated during process development and periodically assessed during regular production.
- pretreatment and substrate modification – Part and material surfaces often need cleaned, removed of static, or treated to increase surface energy. These steps are often necessary in order to facilitate wetting of inks, coatings, and adhesives and to improve adhesion. Treatments include washing; chemical baths or wipes; anti-static devices; the application of primers, base-coats, or sizing; flame; corona; plasma; sanding; and grit blasting among others.
- material handling – Material surfaces are typically fed through production equipment as sheets, webs, or three-dimensional parts. The material handling must enable the ink, coating, or adhesive to be evenly applied to the material surface and then exposed to a UV source at a defined offset distance from the lamphead.
- ink, coating, or adhesive formulation – The application, the material surface, the formulation delivery method, the curing system and its UV output, the line speed or cycle rate, and the final use requirements all determine the necessary properties of the formulation. It is important to share these details with formulation vendors to ensure optimal formulations are used.
- formulation delivery equipment – Inks, coatings, and adhesives can be applied in various ways during production processes including being sprayed, jetted, dispensed, rolled, dipped, transferred, sputtered, vacuumed, or flooded. The application equipment should be matched to the formulation, the type of part being cured as well as the material from which it is made, and its shape or profile. The process line speed is also a factor as it determines the required energy density.
- evaporation of liquid carriers – A small list of UV formulations also contain water or solvent carriers that must be evaporated prior to exposure to ultraviolet light. In some cases, the duration of the part travel to the curing source is enough time for evaporation to occur, and in other cases, a drying mechanism must be incorporated into the process to expedite evaporation.
- UV cure – Free radical chemistry requires direct line of sight UV exposure, UV wavelengths matched to photoinitiators in the formulation, a minimum threshold irradiance that accommodates the distance of the lamp from the cure surface, and enough energy density to cure at the desired line speed. In many applications, a dedicated UV curing system is necessary for each ink, coating, and adhesive that is applied. In other applications, multiple formulations can be cured simultaneously with a single lamphead exposure.
- ancillary process equipment – Many UV curing applications require other equipment to assist with cure or manage process conditions. This includes nitrogen inertion systems, chilled rollers or chilled plates, positively purged or pressurised lampheads or curing chambers, clean rooms, external optics, UV filters, and integrated UV measurement systems.
- post cure processing – Once the part or material surface is cured, it often requires converting, finishing, assembling, filling, packing, and shipping.
- quality inspections – Every application has different quality and performance specifications. Sometimes this includes colour matching. In others, it could be more functional characteristics. Processes should be put in place that provide quantifiable targets that can be periodically monitored during production with process variables corrected as needed.
- end-use performance – The conditions of use for the final product are incredibly important in determining all preceding process steps in this list. It’s important to have conversations regarding final use with all process related vendors.
- qualifications, approvals, and certifications – The items being processed and UV cured are ultimately supplied to another party who may have specific requirements that dictate whether the overall production process is suitable to their needs or corporate objectives. Obtaining suitable qualifications, approvals, and certifications from the purchasing party and then maintaining suitable inspection logs is often a vital step.
While the provided bullet list represents a solid overview of a UV curing process, it is not necessarily a fully comprehensive list of all possible activities. Each UV curing application and each UV manufacturing line will have unique characteristics that may introduce process steps not listed. In any case, it is always important to assess UV curing applications, the manufacturing line where the process is to be integrated, post cure processing activities, and the final product use as a complete process where each step potentially has an impact on other steps. Fortunately, once a UV curing process is established, it is incredibly reliable, repeatable, and controllable.
Overall, UV curing enables manufacturers to produce products with highly desirable physical, mechanical, and aesthetically pleasing properties that ultimately improve the overall appearance, quality, and performance of numerous everyday items. Understanding the basics of UV curing, light science, UV chemistry, and process variables facilitates optimal UV curing source and formulation selection, proper integration, process control, and the consistent production of quality products.
Read more technology articles like this by visiting our knowledge hub:


